 TR
TR EN
EN FR
FR
« `html
La préparation de surface est l’un des facteurs les plus importants influençant la qualité du produit après l’application de la peinture.
Avant le processus d’application de la peinture, il s’agit de nettoyer la graisse, les salissures de soudure et autres impuretés similaires présentes sur la surface du matériau, issues de la production, en appliquant des solvants ainsi que des produits chimiques acides et alcalins afin de les éliminer de la surface du matériau.
Le processus de préparation de surface n’a pas de fonction protectrice. Il nettoie le matériau et le rend apte à l’adhérence de la peinture à la surface. Le traitement de surface est appliqué afin d’augmenter la résistance à la corrosion de tous les revêtements de peinture.
À l’issue du traitement de surface, la résistance à la corrosion et l’adhérence de la peinture à la surface augmentent. La corrosion et d’autres problèmes du revêtement peuvent résulter d’une application incorrecte du processus de traitement de surface. Le traitement de surface est généralement plus important que la couche de finition. En général, deux types de méthodes de préparation de surface sont utilisés. La méthode de préparation de surface peut être sélectionnée en fonction de la structure du matériau et de la capacité.
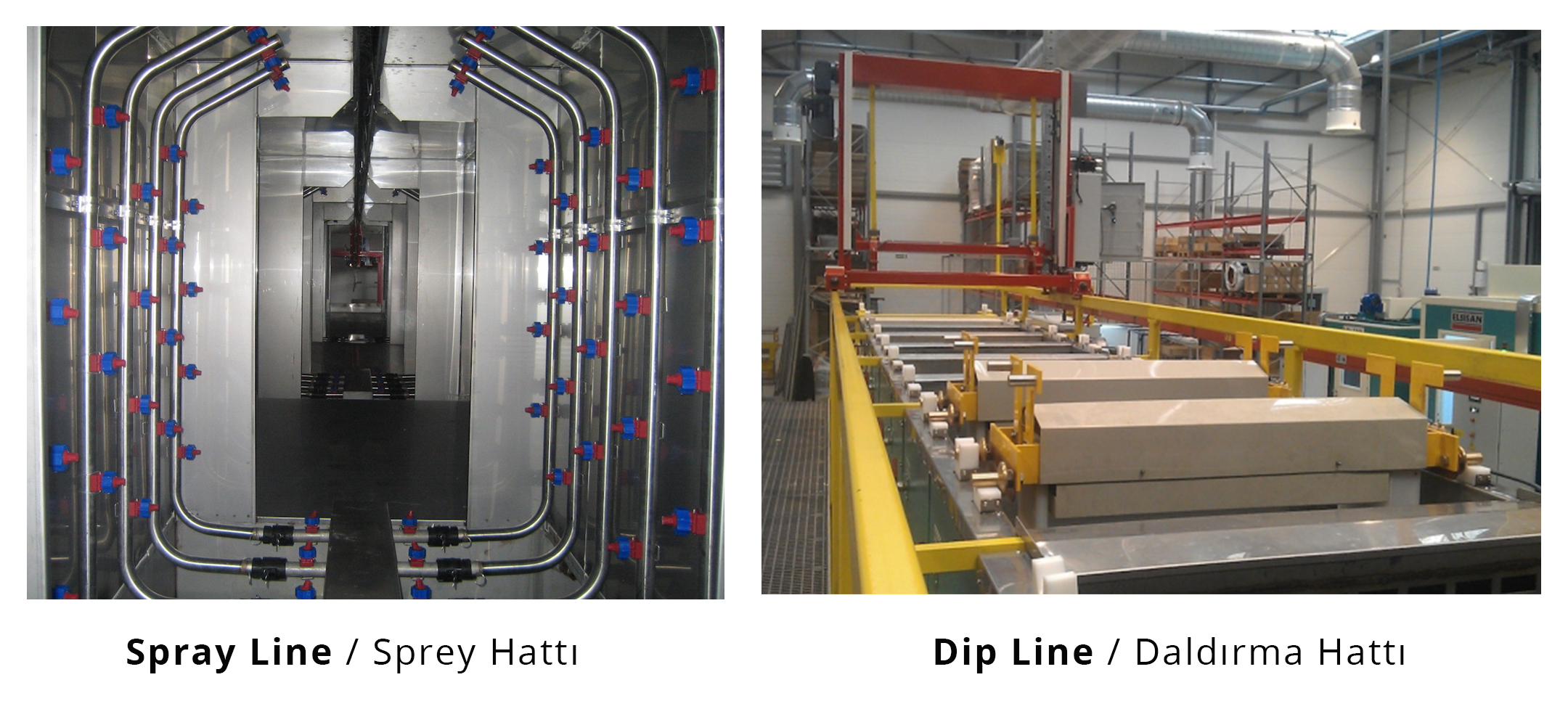
Généralement, deux types de méthodes de préparation de surface sont utilisés. La méthode de préparation de surface peut être sélectionnée en fonction de la structure du matériau et de la capacité.
- Préparation de surface par immersion
- Préparation de surface par pulvérisation
Les facteurs qui influencent principalement la séquence et le choix du procédé de préparation de surface sont :
- La qualité et le type de métal
- L’état de la surface : taux de pollution et types de загрязnements à éliminer de la surface
- Le produit fini, les domaines d’utilisation et le niveau de protection requis
- Les facteurs économiques et environnementaux
Les solutions de nettoyage chimique les plus basiques, en fonction des facteurs ci-dessus, sont :
- Phosphate de fer
- Phosphate de zinc
- Revêtement nano
A. Phosphate de fer
Il est appliqué sur des surfaces ne nécessitant pas une forte résistance à la corrosion. Pour cette raison, il est privilégié pour le revêtement de produits utilisés en environnements fermés, qui seront exposés à une corrosion moindre. Comme le nombre de bains est inférieur à celui du phosphatage au zinc, les coûts d’exploitation et d’investissement sont plus faibles. La pression de pulvérisation doit être choisie entre 1,5 et 2 bar dans les lignes de prétraitement par pulvérisation. Les bains de dégraissage et de phosphate de fer se situent à 60°C ±5°C. La valeur de pH du bain de phosphate de fer doit être surveillée afin de rester à 5 ± 1. Les valeurs à suivre dans le procédé concerné : température, pH, conductivité, pression de pompe, buses et temps.
La séquence de procédé, de base :
- Dégraissage
- Rinçage
- Phosphate de fer
- Rinçage
- Passivation
- Rinçage DI
- Four de séchage
B. Phosphate de zinc
Il est utilisé sur les surfaces nécessitant une forte résistance à la corrosion. C’est un type de phosphatage couramment utilisé dans les industries automobile, électronique et de l’électroménager. La pression de pulvérisation doit être choisie entre 1,5 et 2 bar dans les lignes de lavage par pulvérisation. Les bains de dégraissage doivent être à 60°C ±5°C et le bain de phosphate de zinc à 50°C ±5°C. Les valeurs à suivre dans le procédé concerné sont : température, pH, conductivité, pression de pompe, buses et temps.
Séquence de procédé, de base :
- Dégraissage
- Dégraissage
- Rinçage
- Activation
- Phosphate de zinc
- Rinçage
- Passivation
- Rinçage DI
- Four de séchage
C. Bonderite (Revêtement nano)
Il n’y a pratiquement aucun déchet comparé aux applications de revêtement phosphate. Alors que l’utilisation d’eau est réduite dans ce type de revêtement, il réduit à zéro la charge DCO et DBO car il ne contient pas de métaux lourds. Comme il n’y a pas besoin de chauffage comme dans les bains de phosphate de zinc et de fer, les coûts énergétiques sont considérablement réduits. Le temps de nettoyage et les coûts de maintenance sont également réduits puisqu’il n’y a pas d’obstruction dans les buses, les filtres et les échangeurs de chaleur, en l’absence de déchets. Le temps de procédé du revêtement nano est plus court que celui des revêtements phosphate. Dans les essais de corrosion, on constate que le phosphate de fer et le phosphate de zinc assurent une résistance à la corrosion.
Les valeurs à suivre dans le procédé concerné sont : température, pH, conductivité, pression de pompe, buses et temps.
Séquence de procédé, de base :
- Dégraissage
- Rinçage
- Rinçage DI
- Revêtement nano
- Rinçage
- Rinçage DI
- Four de séchage
Types de dégraissage
1. Dégraissage
Toutes les pièces métalliques contiennent de la graisse à leur surface. L’objectif de la graisse sur la surface de la pièce métallique est de la protéger de la corrosion jusqu’à ce que les pièces arrivent à la phase de traitement. Le dégraissage est généralement mis en œuvre dans la première phase du prétraitement. La pièce dégraissée devient prête pour l’élimination de la rouille et l’application du phosphate. L’application de ces procédés sur un métal dont la surface est grasse ne donne pas de résultats satisfaisants, et le principal problème apparaît après la mise en peinture. Des différences de couleur peuvent entraîner un jaunissement et un éclaircissement de la peinture. Le dégraissage peut être alcalin, acide ou neutre. Le type de métal, le mode d’application et le type de graisse déterminent les caractéristiques du produit chimique à utiliser. Dans un dégraissage correct, on recherche des propriétés telles que : réchauffer la surface, pénétrer en profondeur, enlever la graisse, casser la graisse, émulsifier et se rincer facilement. Les produits de dégraissage sont utilisés par immersion, pulvérisation et essuyage. Le dégraissage s’effectue par saponification des huiles végétales ou animales et par émulsification des huiles minérales. Il est également important que le métal ne noircisse pas et ne s’use pas excessivement dans les bains de dégraissage.
Les paramètres de contrôle du bain à prendre en compte sont :
- Température
- Concentration
- Alcalinité totale
- Temps
a. Dégraissage alcalin
Le dégraissage alcalin est réalisé dans des bains chauds et alcalins. Les produits chimiques de dégraissage alcalin sont utilisés à des concentrations telles que 1 – 15%. Cette variation de concentration dépend à la fois de la quantité de graisse et de la conception de la ligne (immersion ou pulvérisation). L’effet de pression dans les bains de pulvérisation minimisera le pourcentage de produit chimique. Une forte quantité de graisse augmentera le ratio de produit chimique. Le pH du bain est surveillé entre 10 et 13. La température est le paramètre le plus important à suivre dans le dégraissage alcalin. La température de fonctionnement varie entre 50 et 95°C. L’action à mener à basse température consiste à prolonger le temps en augmentant la concentration. Le dégraissage des matériaux entrant dans le bain peut durer entre 5 et 20 minutes.
b. Dégraissage acide
Le dégraissage acide est généralement utilisé pour les pièces présentant de la rouille sur la surface métallique. À mesure que la graisse est retirée de la surface du métal, la rouille est également nettoyée. Ce type de dégraissage fonctionne en milieu acide. Il contient nécessairement des acides (phosphorique, chlorhydrique, sulfurique, etc.), des agents mouillants et parfois des inhibiteurs. Le pH du bain de dégraissage acide est compris entre 1 et 2. Bien que la température du bain puisse être utilisée à température ambiante, son utilisation à des températures plus élevées augmentera la capacité de dégraissage et la vitesse de réaction. La concentration chimique peut être comprise entre 5 et 50%. Les surfaces métalliques présentant une rouille profonde sont nettoyées dans des bains à forte concentration. Le matériau de la cuve doit être en acier inoxydable ou en plastique présentant une haute résistance aux acides. De plus, après le bain de dégraissage acide, la surface métallique devient sensible à la corrosion. Pour cette raison, la pièce doit être transférée immédiatement vers le bain de procédé suivant.
c. Dégraissage neutre
Les produits de dégraissage neutre sont généralement utilisés dans les lignes de traitement de surface par pulvérisation. Ils sont également utilisés comme agent dégraissant dans les bains de phosphate de fer. Comme la plage de pH est de 6 à 8, leur effet est très faible comparé aux dégraissages acide et alcalin. L’utilisation la plus courante est sous forme de dégraissage dans les lignes de phosphate de fer. En général, les produits chimiques de phosphate de fer par pulvérisation contiennent des dégraissants, mais lorsque la concentration du bain commence à diminuer, des agents de dégraissage neutre sont ajoutés. Il est préféré car il est utilisé à de faibles concentrations telles que 1-2%, tout en permettant le traitement au phosphate de fer dans le même bain. Le fonctionnement à des températures comprises entre 50 et 55°C apporte également un avantage supplémentaire.
Naim UZEL
Ingénieur projet
Département Projets
Elsisan A.Ş
« `